
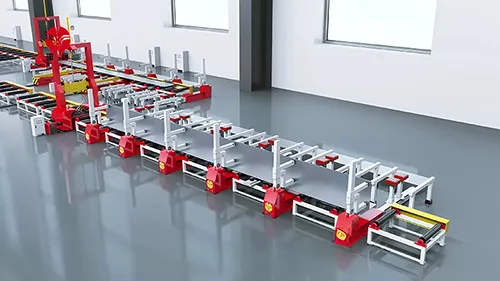
Линия для сварки двутавровой балки

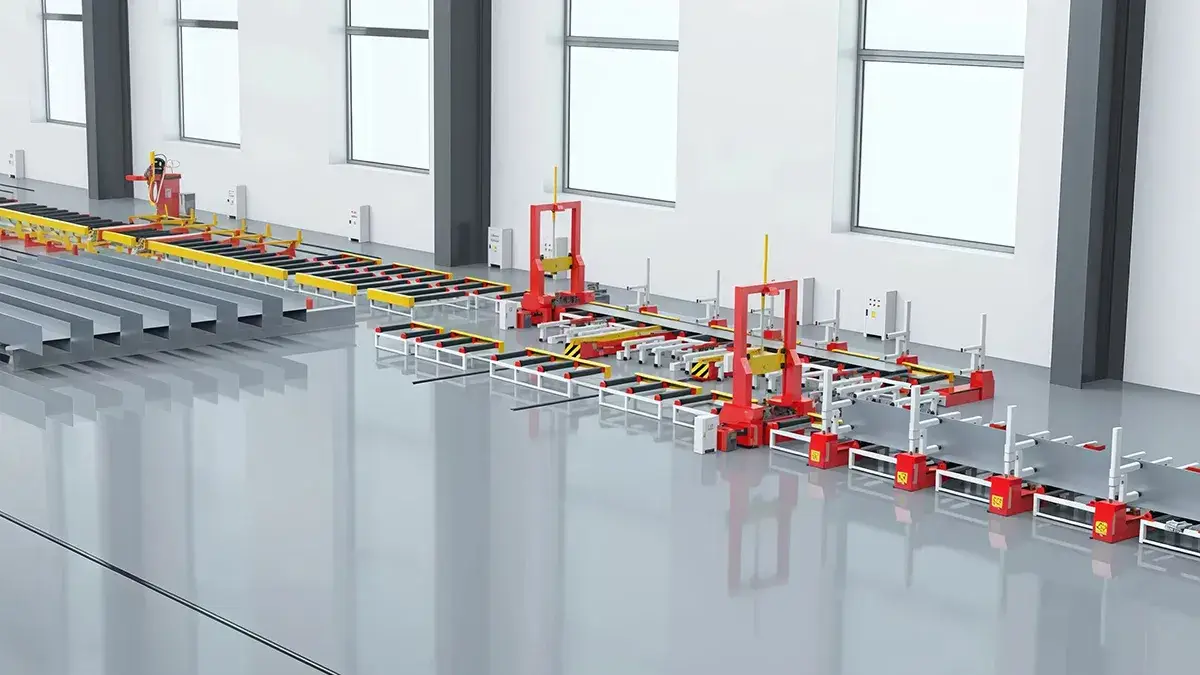




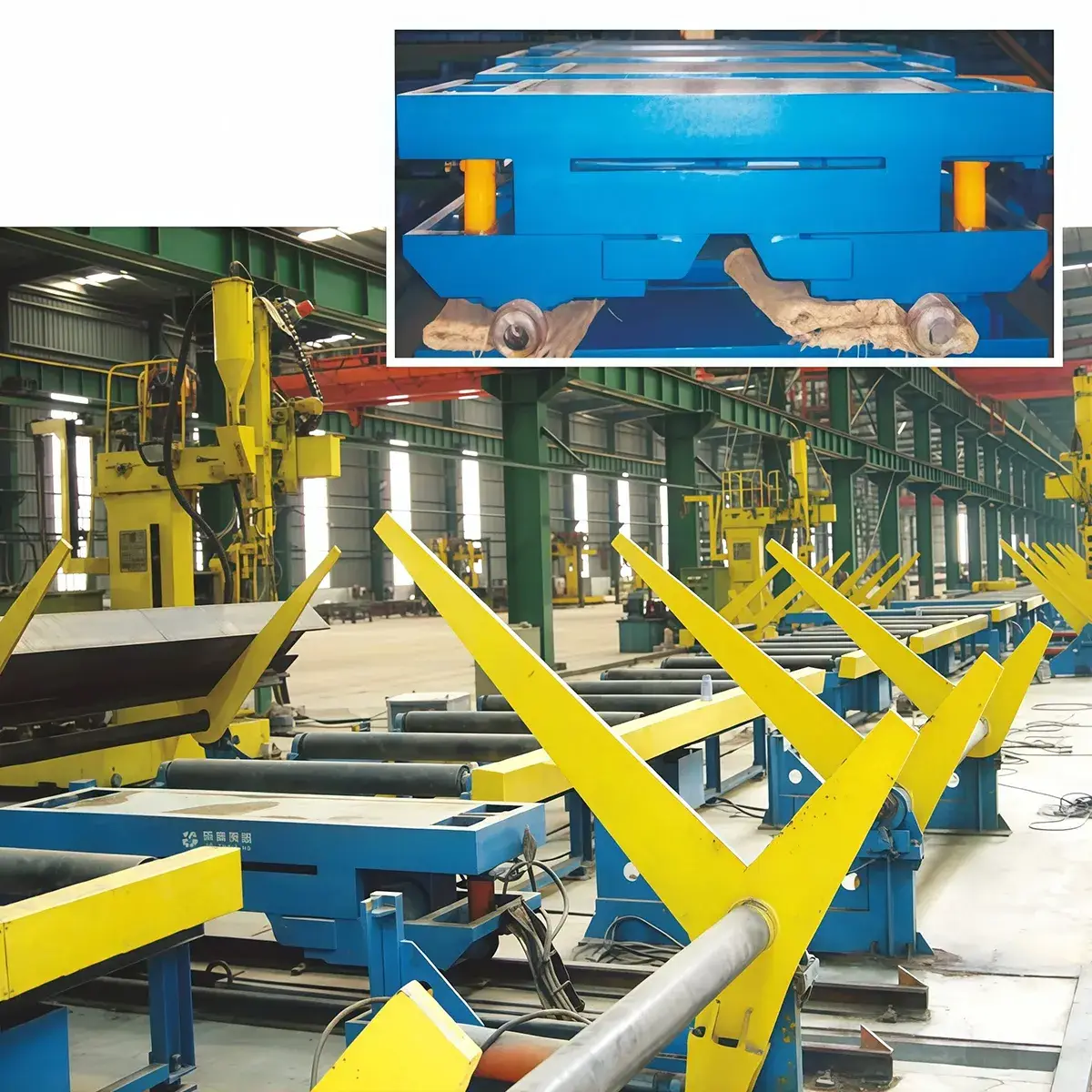
Линии производства двутавровых балок предназначены для сборки и сварки стальных листов в H-образный профиль, применяемый в тяжелых металлоконструкциях. Процесс полностью автоматизирован и включает все этапы: от сборки и сварки до кантования, транспортировки и правки грибовидности готового двутавра. Благодаря модернизации и эксплуатации в реальных условиях, эти технологические линии стали востребованным решением и работают более чем на 1000 предприятий по всему миру.
Линии производства двутавровых балок собственной разработки Yangtong представлены в трех исполнениях в зависимости от максимальной высоты стенки балки: 1,5 м, 1,8 м и 2,0 м. При этом модификация на 2,0 м является стандартной базовой конфигурацией и взята за основу для данного описания.
Типовой состав линии производства двутавровых балок 2.0 м включает следующее основное оборудование:
- Стан для сборки двутавровых балок Z20B (1 шт.)
- Гидравлический кантователь на 90° (1 комплект, 3 ед.)
- Стан для сварки двутавровой балки LHC (4 шт.)
- Устройство продольного перемещения балок YGJ20 (2 комплекта, 4 ед.)
- Гидравлический кантователь на 60° (4 комплекта, 12 ед.)
- Мобильный гидравлический кантователь на 180° YF2020 (2 комплекта, 4 ед.)
- Стан для правки полок двутавровой балки YTJ-60 (1 шт.)
- Тяжелый роликовый конвейер (1 комплект)
-
 Резка заготовок (полки, стенка)
Резка заготовок (полки, стенка) -
 Сборка Т-образного профиля (тавра)
Сборка Т-образного профиля (тавра) -
 Сборка Н-образного профиля (двутавра)
Сборка Н-образного профиля (двутавра) -
 Кантование на 90°
Кантование на 90° -
 Сварка шва №1
Сварка шва №1 -
 Сварка шва №2
Сварка шва №2 -
 Кантование на 180° и перемещение
Кантование на 180° и перемещение -
 Сварка шва №3
Сварка шва №3 -
 Сварка шва №4
Сварка шва №4 -
 Кантование на 90° и перемещение
Кантование на 90° и перемещение -
 Правка полок (этап I)
Правка полок (этап I) -
 Кантование на 180°
Кантование на 180° -
 Правка полок (этап II)
Правка полок (этап II) -
 Обработка торцов
Обработка торцов -
 Контрольная сборка и прихватка
Контрольная сборка и прихватка -
 Дробеструйная очистка
Дробеструйная очистка -
 Покраска
Покраска -
 Финальный контроль и складирование
Финальный контроль и складирование
-
- Высота стенки: 160 - 2000 мм (при высоте менее 260 мм демонтируются два центральных прижимных ролика)
- Толщина стенки: 6 - 80 мм
- Ширина полки: 140 - 800 мм (возможна сборка асимметричного профиля с вылетом полки 70–400 мм на сторону)
- Толщина полки: 6 - 80 мм
- Длина заготовки: 4000 - 15 000 мм
- Масса заготовки: до 20 т
- Скорость сварки (при 3 Гц): 360 мм/мин
- Скорость холостого хода (при 30 Гц): 3600 мм/мин
- Скорость быстрой транспортировки (при 50 Гц): 6000 мм/мин
- Входной роликовый конвейер: 4 секции по 2600 мм (включая две приводные секции, одна из которых с приводом от стана)
- Выходной роликовый конвейер: 4 секции по 2600 мм (включая две приводные секции, одна из которых с приводом от стана)
- Система управления: частотно-регулируемый привод (ЧРП) с программируемым логическим контроллером (ПЛК)
- Общая установленная мощность: 18,7 кВт
- Номинальная мощность сварочных аппаратов CO₂: 18,1 кВА × 2 шт.
- Электропитание: 380 В, 3 фазы, 50 Гц
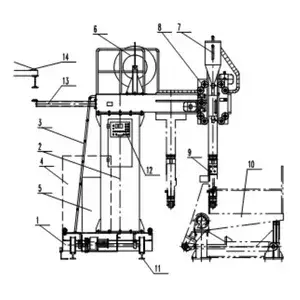
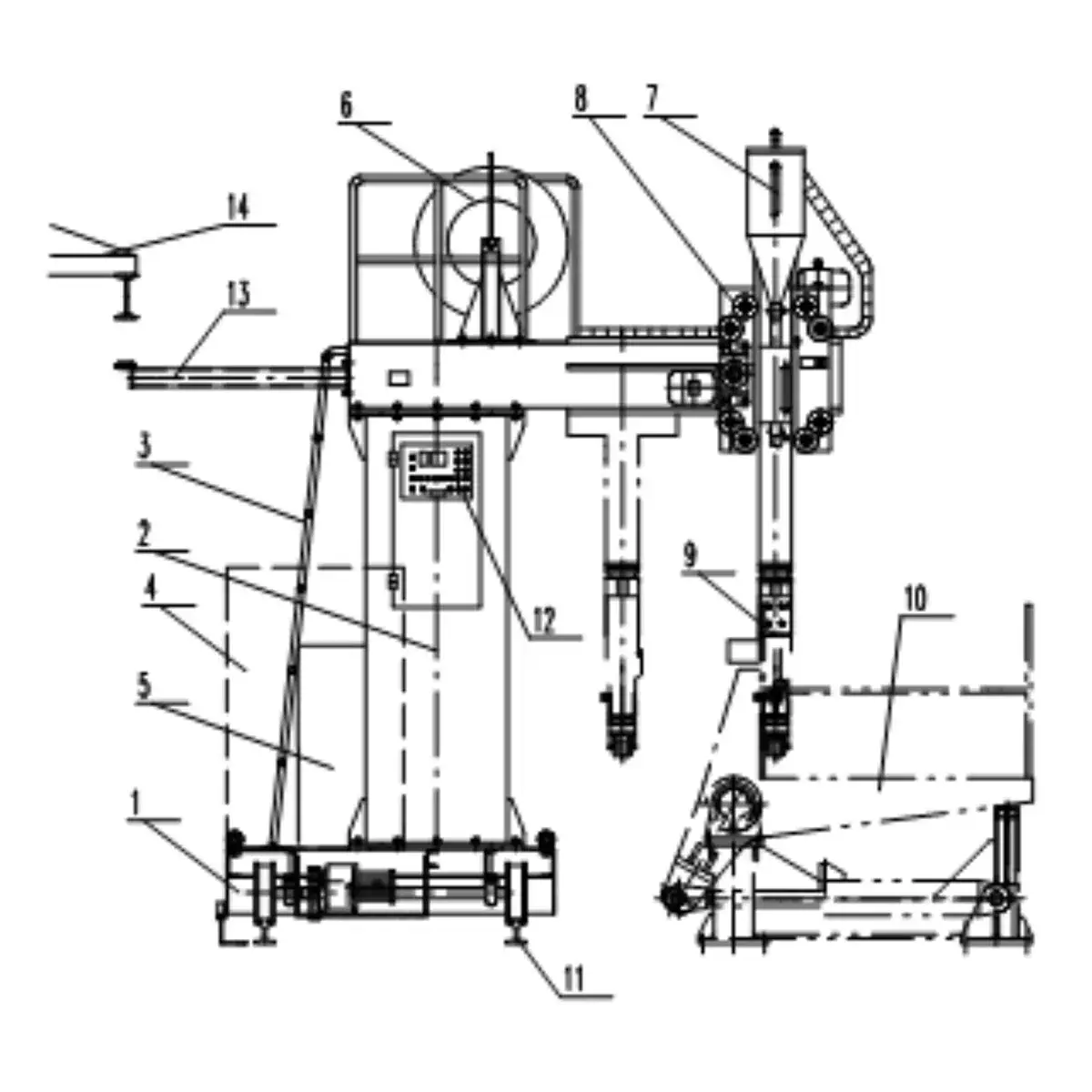
 Стан для сборки двутавровых балок Z20B
Стан для сборки двутавровых балок Z20B -
- Количество: 1 комплект (3 ед.)
- Ширина полки: 140 - 800 мм
- Высота стенки: 160 - 2000 мм
- Макс. грузоподъемность: 20 т
- Макс. давление в гидросистеме: 14 МПа
- Длина заготовки: 4000 - 15 000 мм
 Гидравлический кантователь на 90°
Гидравлический кантователь на 90° -
- Количество: 4 шт.
- Ширина полки: 140 - 800 мм
- Высота стенки: 160 - 2000 мм
- Длина заготовки: 4000 - 15 000 мм
- Ширина колеи тележки: 1150 мм
- Длина рельсового пути: 17 500 мм
 Сварочный автомат под флюсом консольного типа LHC
Сварочный автомат под флюсом консольного типа LHC -
- Количество: 2 комплекта (4 ед.)
- Макс. грузоподъемность: 20 т
- Мощность двигателя перемещения: 1,5 кВт
- Скорость перемещения: 5 м/мин
- Макс. давление в гидросистеме: 16 МПа
- Длина заготовки: 4000 - 15 000 мм
 Мобильный гидравлический кантователь на 180° YF2020
Мобильный гидравлический кантователь на 180° YF2020 -
- Количество: 2 комплекта (4 ед.)
- Грузоподъемность: 20 т/комплект
- Ход подъема: 80 мм
- Давление в гидросистеме: 16 МПа
- Мощность двигателя перемещения: 1,5 кВт
- Скорость перемещения: 6 м/мин
- Длина заготовки: 4000 - 15 000 мм
 Устройство продольного перемещения балок YGJ20
Устройство продольного перемещения балок YGJ20 -
- Количество: 4 комплекта (12 ед.)
- Угол наклона: 0 - 60°
- Макс. масса заготовки: 20 т/комплект
- Давление в гидросистеме: 16 МПа
- Длина заготовки: 4000 - 15 000 мм
 Гидравлический кантователь на 60°
Гидравлический кантователь на 60° -
- Количество: 1 шт.
- Макс. толщина полки: 60 мм
- Ширина полки: 200 - 1000 мм
- Толщина стенки: до 50 мм
- Высота стенки: 350 мм
- Предел текучести материала заготовки: σs ≤345 МПа (эквивалент стали Q345B)
 Стан для правки полок двутавровой балки YTJ-60
Стан для правки полок двутавровой балки YTJ-60





- Линии производства двутавровых балок Yangtong получили широкое признание в отрасли. Более 800 тяжелых комплексов поставлено предприятиям внутри КНР, и около 100 единиц экспортировано в Иран, Украину, Вьетнам, Южную Корею и Индию.
- Продуманная организация технологического потока обеспечивает плавный переход заготовки между этапами. Автоматизация процесса позволяет минимизировать работу мостового крана - он задействован только при начальной загрузке и финальной выгрузке готовой продукции.
- Скорость перемещения отображается на цифровых дисплеях, что облегчает работу операторов, повышает точность контроля параметров и стабильность обработки.
- Мобильный гидравлический кантователь 180° перемещается по рельсовому пути, поэтому процесс кантования не привязан к одной точке. Гидравлический привод исключает ударные нагрузки на несущие конструкции при перевороте балки, повышая общую безопасность.
- Консольный сварочный автомат оснащен цифровым индикатором скорости для точной регулировки параметров при работе. Двухосевой синхронный привод в сочетании с механической и пневматической системами слежения обеспечивает стабильное ведение сварочной головки по стыку и гарантирует высокое качество шва.
- Система гидравлического кантования на 60° фиксирует положение балки в любом положении от 0° до 60°. Решение подходит как для стандартных, так и для асимметричных профилей, требующих сварки в лодочку под нетипичными углами.
-
Смотреть видео
 Анимация линии сборки и сварки двутавровых балок
Анимация линии сборки и сварки двутавровых балок -
Смотреть видео
 Линия для сварки двутавровой балки
Линия для сварки двутавровой балки